 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友154336271
发布时间:2022-11-05
[判断题]
车削后换向器两端面退刀槽均倒角()
 参考答案
参考答案
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
 网友提供的答案
网友提供的答案
共位网友提供了参考答案,
查看全部
- · 有5位网友选择 对,占比50%
- · 有5位网友选择 错,占比50%
题目内容
(请给出正确答案)
参考答案
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
网友提供的答案
 更多“车削后换向器两端面退刀槽均倒角()”相关的问题
更多“车削后换向器两端面退刀槽均倒角()”相关的问题
A、A. 车削螺纹结束时,刀具逐渐退出工件,螺纹沟槽渐渐变浅,因此螺纹收尾部分的牙型是不完整的,牙型不完整的收尾部分称为螺纹收尾,简称螺尾。
B、B. 为了便于装配和防止端部螺纹损伤,常在内外螺纹的起始处加工出圆锥面,称为倒角。
C、C. 在加工螺纹前,预先在产生螺尾的部位加工出一个细颈或环形沟槽,便于刀具退出,这个细颈称为螺纹退刀槽。
D、D. 螺纹工艺结构的尺寸参数可查阅附录中的附表。退刀槽的尺寸按“槽宽×直径”或“槽宽×槽深”的形式标注;45°倒角一般采用简化形式标注,如“C2”中“2”表示倒角深度,“C”表示45°;螺纹有效长度应包括退刀槽和倒角在内。
看懂控制阀的装配图,绘制出3号阀体的零件图;要求1)主视图全剖、俯视图画外形及K向视图,并设计3处倒角C1和1处螺纹退刀槽4X1; 2)标注配合尺寸、螺纹尺寸、安装尺寸;3)标注配合处的表面粗糙度Ra3.2,上下端面比配合处低一个精度等级;4)填写标题栏。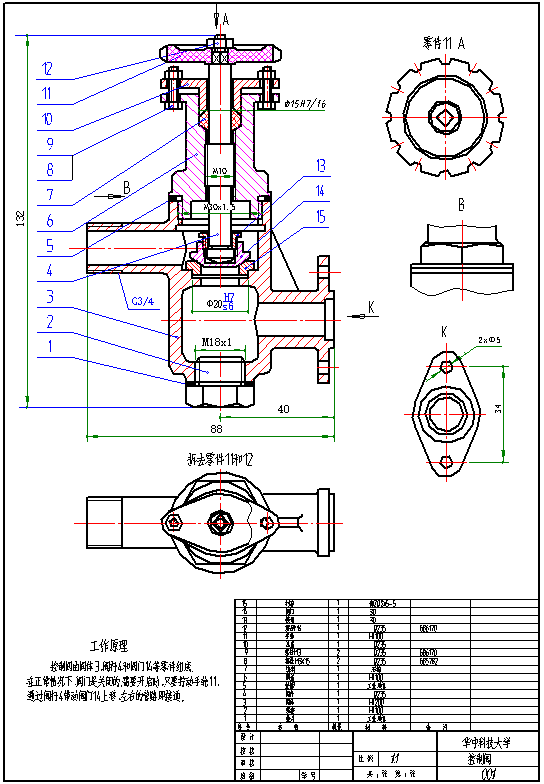
试编写如图所示阶梯轴零件的数控车削精加工程序。从右端至左端轴向走刀,车外圆轮廓、切螺纹退刀槽、车螺纹,分别使用1号外圆车刀、2号切槽刀、3号螺纹车刀。已知螺纹大径23.8mm、螺纹小径21.4mm,螺纹切削的导入距离为3mm、导出距离为2mm。换刀点位于X=100.0、Z=100.0处,工件坐标系原点设在工件右端面回转中心。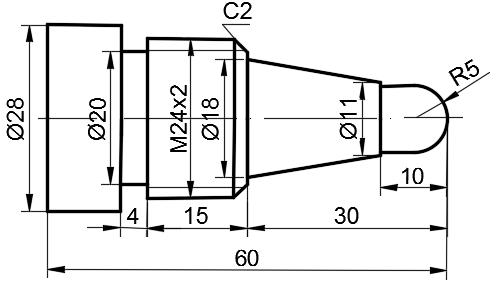

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!





























