 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友anonymity
发布时间:2022-01-06
[主观题]
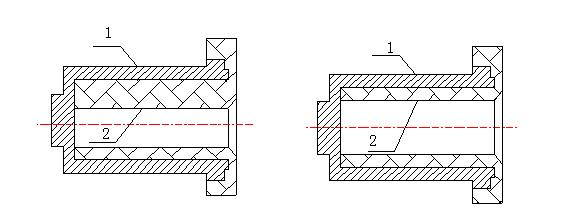
如图所示的毛坯,在铸造时内孔2与外圆1有偏心。如果要求获得:①与外圆有较高同轴度的内孔,应如何选择粗基准?②
内孔2的加工余量均匀,应如何选择粗基准?

 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
题目内容
(请给出正确答案)
内孔2的加工余量均匀,应如何选择粗基准?
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
 更多“如图所示的毛坯,在铸造时内孔2与外圆1有偏心。如果要求获得:①与外圆有较高同轴度的内孔,应如何选择粗基准?②”相关的问题
更多“如图所示的毛坯,在铸造时内孔2与外圆1有偏心。如果要求获得:①与外圆有较高同轴度的内孔,应如何选择粗基准?②”相关的问题
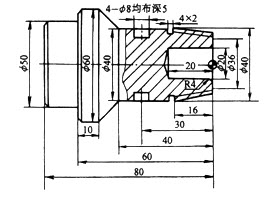
用数控车床加工如图所示零件,材料为45号钢调质处理,ø50外圆已经加工到尺寸。毛坯留出外圆和内孔的加工余量均为0.4mm(X向)和O.1mm(Z向)。钻头直径为8mm,螺纹加工用G92指令。X向加工4个90°均布孔,使用直径8mm的键槽铣刀加工。工件程序原点如图示。按要求完成零件的加工程序编制。
(1)加工程序使用固定循环指令;
(2)对所选用的刀具规格、切削用量等作简要工艺说明;
(3)加工程序单要字迹工整。
说明:X向4个90°均布ø8孔可以不进行加工,但将扣去2分。
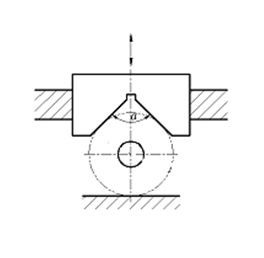
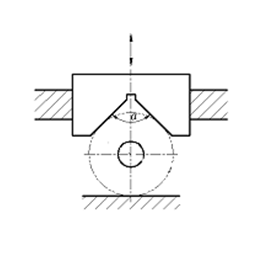
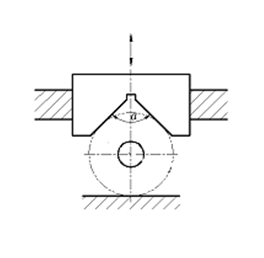
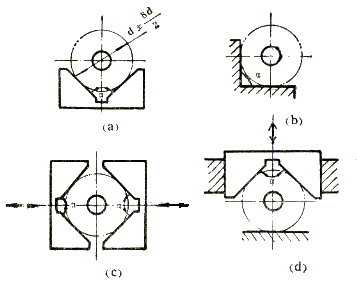
![[图] 如图所示五个定位方案的加工要求如下: a)过三通... 如图所示五个定位方案的加工要求如下:](http://static.jiandati.com/f5d3e45-chaoxing2016-672982.jpeg) 如图所示五个定位方案的加工要求如下: a)过三通管中心O点打一孔,使孔的轴线与管轴线Ox和Oz垂直相交; b)车外圆,保证外圆和内孔同轴; c)车阶梯轴外圆 d)在圆盘零件上钻孔,保证孔和外圆的同轴; e)钻铰连杆小头孔,保证大小头孔间的距离和两孔轴线的平行度。 试分析各定位方案:1)指出各定位元件所限制的自由度;2)判断有无欠定位或过定位;3)对不合理的定位方案提出改进意见。
如图所示五个定位方案的加工要求如下: a)过三通管中心O点打一孔,使孔的轴线与管轴线Ox和Oz垂直相交; b)车外圆,保证外圆和内孔同轴; c)车阶梯轴外圆 d)在圆盘零件上钻孔,保证孔和外圆的同轴; e)钻铰连杆小头孔,保证大小头孔间的距离和两孔轴线的平行度。 试分析各定位方案:1)指出各定位元件所限制的自由度;2)判断有无欠定位或过定位;3)对不合理的定位方案提出改进意见。
1、请将下图所示零件在A-F工序中按照合理的工艺路线进行排序。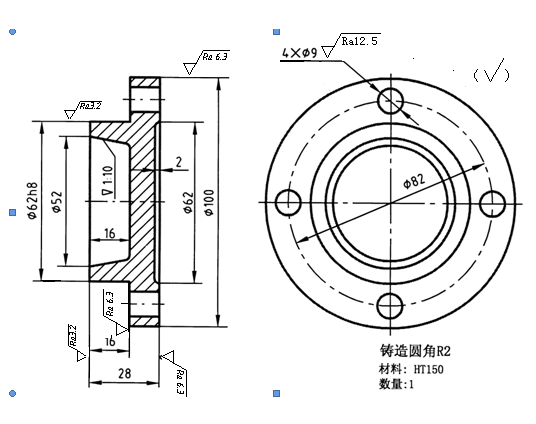 工艺路线如下表所示: A检验:检验入库 B精车:精车?62h8外圆,车床 C下料:铸造 D半精车:车锥度为1:10的内孔和深度为2的沉孔,车床 E粗车:粗车大直径端端面、钻中心孔;调头车另一端面,保总长,钻中心孔,粗车各部外圆。车床 F半精车;半精车各外圆、倒角,车床 G钻:钻4-?9孔,钻床 H热处理:时效
工艺路线如下表所示: A检验:检验入库 B精车:精车?62h8外圆,车床 C下料:铸造 D半精车:车锥度为1:10的内孔和深度为2的沉孔,车床 E粗车:粗车大直径端端面、钻中心孔;调头车另一端面,保总长,钻中心孔,粗车各部外圆。车床 F半精车;半精车各外圆、倒角,车床 G钻:钻4-?9孔,钻床 H热处理:时效
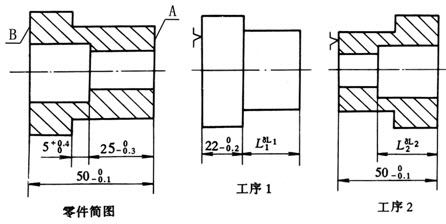
加工如图所示轴套零件,其轴向尺寸及其有关工序如下:
1)工序1:以B、端定位,车端面A、外圆、台阶面;
2)工序2:以A、端定位,车端面B、内孔到尺寸。
试求工序尺寸L1和L2及其极限偏差。(10分)

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!



























