 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友154336271
发布时间:2022-09-30
[判断题]
Aqara智能门锁N100/N200使用8节5号电池,其4节亦可使用,8节续航更长时间()
 参考答案
参考答案
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
 网友提供的答案
网友提供的答案
共位网友提供了参考答案,
查看全部
- · 有5位网友选择 错,占比55.56%
- · 有4位网友选择 对,占比44.44%
题目内容
(请给出正确答案)
参考答案
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
网友提供的答案
 更多“Aqara智能门锁N100/N200使用8节5号电池,其4节亦可使用,8节续航更长时间()”相关的问题
更多“Aqara智能门锁N100/N200使用8节5号电池,其4节亦可使用,8节续航更长时间()”相关的问题
在后置刀架数控车床上,使用93°外圆车刀,外径粗加工复合循环指令编制短轴零件(如下图所示)的加工程序。程序的循环起始点在(46,3),切削深度为3mm(直径量)。退刀量为1mm,X 方向精加工余量为0.4mm,Z 方向精加工余量为0.1mm,其中点划线部分为工件毛坯,完成相应填空。 N20 G99 进给量单位为mm/r N21 G96 (① ) 采用恒线速,切削速度为100m/min N25 (②) S3000 主轴转速最高限为3000r/min N30 T0101 N40 (③) 主轴反转 N50 (④) X46 Z3 刀具快速移动到循环起点位置 N60 G71 U(⑤) R1 粗切量: 3mm(直径量) N70 G71 P80 Q(⑥) U0.4 (⑦) F0.4 精切量:X0.4mm Z0.1mm N80 G00 X0 精加工轮廓起始行,移动到倒角延长线 N90 G01 X10 Z-2 F0.2 倒角2×45° N100 Z-20 N110 (⑧) U10 W-5 R5 N120 G01 W-10 N130 G03 U14 W-7 R7 N140 (⑨)Z-52 N150 U10 W-10 N160 W-20 精加工Φ44 外圆,精加工轮廓结束 N170 X50 退出已加工面 N190 M05 主轴停 N200 (⑩) 主程序结束并复位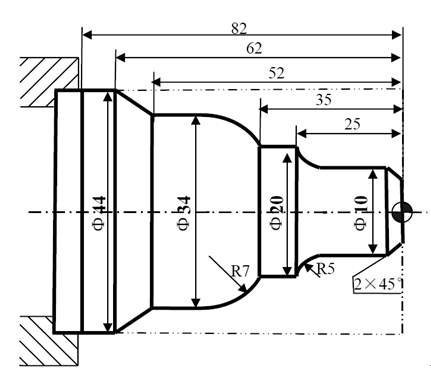
1.阅读程序,并回答问题。 在立式加工中心上,使用T2(Ø10)立铣刀,在Φ40外圆精铣10键槽,要求控制键槽宽度、深度为中差。键槽尺寸和工件坐标系如图所示。 要求: 1) 解释N110、N115、N120程序段的含义。 2) 刀具半径补偿值为5,铣削后,测量键槽宽度尺寸为11.8,再次铣削时为了确保键槽宽度为中差尺寸11.985,请计算刀具半径需要的补偿值。 3) 铣削后,测量键槽深度尺寸为35.1,再次铣削时为了确保键槽深度为中差尺寸34.9,请计算刀具长度需要的补偿值。 4) 绘制刀具在G17平面的编程路径。 N100 G21 N110 G91 G28 Z0 N115 T2 N120 M06 N130 G0 G54 G90 X0. Y0. S400 M3 N140 G43 H2 Z100. N150 Z23. N160 G1 Z15. F100. N170 G41 D2 X-6. F200. N180 G3 X0. Y-6. R6. N190 G1 X42. N200 G3 X48. Y0. R6. N210 X42. Y6. R6. N220 G1 X-42. N230 G3 X-48. Y0. R6. N240 X-42. Y-6. R6. N250 G1 X0. N260 G3 X6. Y0. R6. N270 G1 G40 X0. N280 G0 Z100. N290 G49 N300 M5 N310 G91 G28 Z0. N330 M30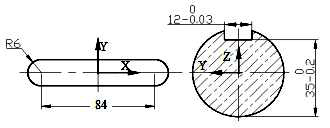

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!





























