题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友wh139634
发布时间:2022-01-06
[多选题]
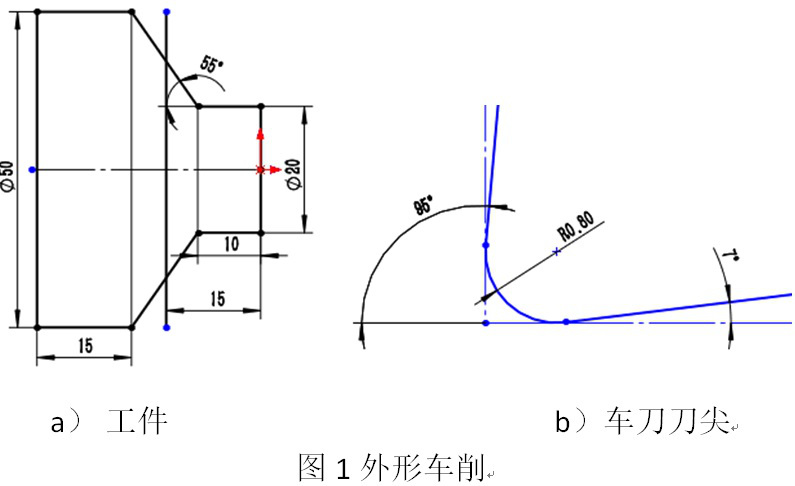
确定车刀主偏角大小的主要依据是()。
A.工件材料越硬,主偏角应大些
B.工件材料越硬,主偏角应小些
C.工艺系统刚度好时,主偏角可以小些
D.工艺系统刚度差时,主偏角可以小些
E.高速钢刀具主偏角可比硬质合金大些
F.粗加工时主偏角应大些
 参考答案
参考答案
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
 网友提供的答案
网友提供的答案
共位网友提供了参考答案,
查看全部
- · 有5位网友选择 B,占比55.56%
- · 有2位网友选择 E,占比22.22%
- · 有1位网友选择 C,占比11.11%
- · 有1位网友选择 D,占比11.11%