题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友fengying2019
发布时间:2022-01-06
[主观题]
在数控车床上试车削工件后的度量尺度,发现存在少量误差时应()
A.调整刀具
B.修改程序
C.修磨刀具
D.修改刀具磨耗补偿量
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
题目内容
(请给出正确答案)
A.调整刀具
B.修改程序
C.修磨刀具
D.修改刀具磨耗补偿量
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
 更多“在数控车床上试车削工件后的度量尺度,发现存在少量误差时应()”相关的问题
更多“在数控车床上试车削工件后的度量尺度,发现存在少量误差时应()”相关的问题
A.车削中心
B.标准型数控车床
C.数控铣床
D.加工中心
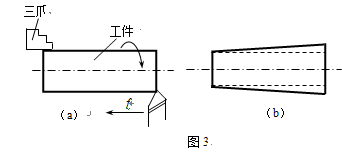
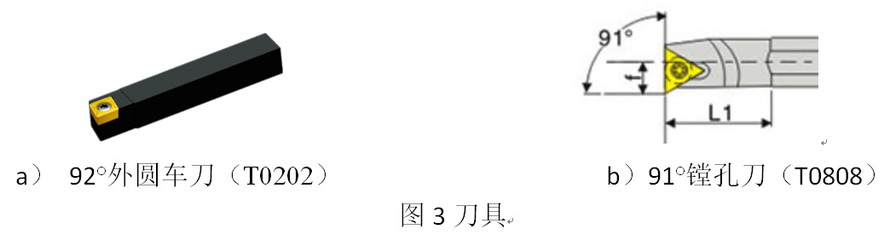
在后置刀架数控车床上,使用图2所示的刀具,编制程序车削图3所示工件内孔、外圆及端面,其中Φ28H8底孔为Φ25。加工工艺:粗、精车Φ28H8孔,粗、精车Φ42外圆及Φ100端面,倒角。 要求: (1) 粗车采用G90循环。 (2) 使用恒线速切削。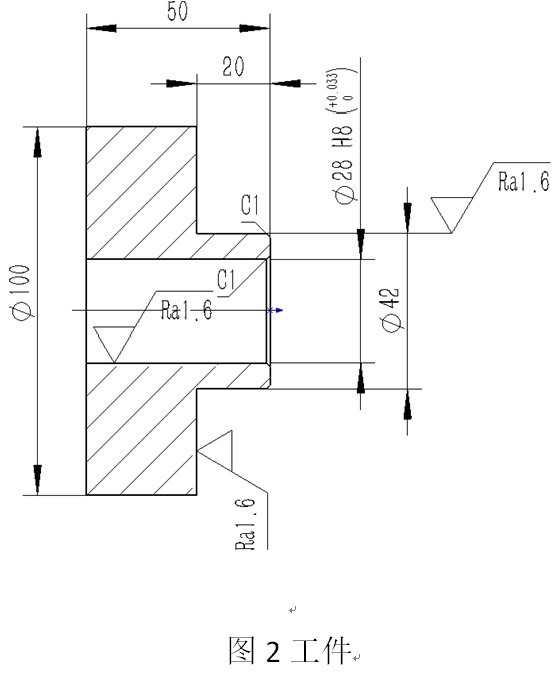
A.X向对刀时,试切工件外圆后,在输入X向补正值之前,只能Z向退刀,保持X向不移动
B.在对好第一把刀后,对其余刀的X偏移值时,不能再对外圆进行试切
C.Z向对刀时,试切工件端面后,在输入Z向补正值之前,只能X向退刀,保持Z向不移动
D.在对好第一把刀后,对其余刀的Z偏移值时,不能再对工件端面进行试切

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!