 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友154336271
发布时间:2022-10-30
[判断题]
CAM软件编程里,外形内腔的轮廓的刀具补正一般由机床来补正()
 参考答案
参考答案
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
 网友提供的答案
网友提供的答案
共位网友提供了参考答案,
查看全部
- · 有6位网友选择 错,占比66.67%
- · 有3位网友选择 对,占比33.33%
题目内容
(请给出正确答案)
参考答案
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
网友提供的答案
 更多“CAM软件编程里,外形内腔的轮廓的刀具补正一般由机床来补正()”相关的问题
更多“CAM软件编程里,外形内腔的轮廓的刀具补正一般由机床来补正()”相关的问题
A.分析被加工零件材料的机械性能和热处理状态,判断其加工的难易程度,为选择刀具和确定切削用量提供依据
B.分析零件毛坯的外形和内腔是否有影响刀具定位、运动和切削的结构,为刀具运动路线的确定和程序的编制提供依据
C.分析零件毛坯是否有足够的加工余量,为选择刀具和分配加工余量提供依据
D.分析零件图中的尺寸标注方法是否适应数控加工的特点,为了编程方便和尺寸间的协调,尺寸最好从同一基准引注或直接给出相应的坐标尺寸
E.分析构成零件轮廓的几何元素条件是否充分,条件不足或几何元素之间关系模糊不清,都会使数学处理和编程难以进行
F.分析零件结构工艺性是否有利于数控加工,零件的外形、内腔应尽可能采取统一的几何类型或尺寸,尽量减少刀具数量和换刀次数
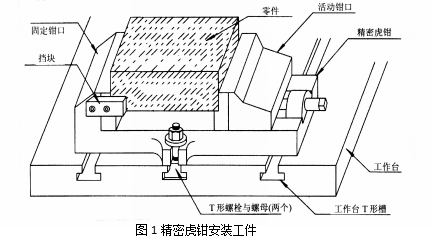
刀具技术数据如表1所示,夹具为精密虎钳,如图1所示,工件装夹采用完全定位,请根据给定的条件,完成作业。
 1 根据表2加工工艺,在Master Cam软件中编制图2型腔铣削程序,并在Vericut仿真软件中对nc程序进行验证。 表2加工工艺 工步 内容 机床、刀具 1 粗铣150×150型腔,侧面留余量0.5(单边0.25) 立式加工中心,Φ10立铣刀 2 精铣型腔侧面 立式加工中心,Φ10立铣刀
1 根据表2加工工艺,在Master Cam软件中编制图2型腔铣削程序,并在Vericut仿真软件中对nc程序进行验证。 表2加工工艺 工步 内容 机床、刀具 1 粗铣150×150型腔,侧面留余量0.5(单边0.25) 立式加工中心,Φ10立铣刀 2 精铣型腔侧面 立式加工中心,Φ10立铣刀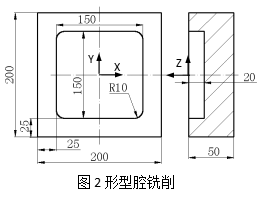 2 根据表3加工工艺,在Master Cam软件中编制图3综合零件程序,并在Vericut仿真软件中对nc程序进行验证。 表3加工工艺 工步 内容 机床、刀具 1 粗铣深5轮廓,留余量0.5 立式加工中心,Φ10立铣刀 2 粗铣深8轮廓,留余量0.5 3 粗铣34×34轮廓,侧面留余量0.5 4 精铣深5轮廓 立式加工中心,Φ10立铣刀 5 精铣深8轮廓 6 铣34×34轮廓 7 钻4-Φ8定心孔 立式加工中心,90°定心钻 8 钻4-Φ8孔 立式加工中心,Φ8钻头
2 根据表3加工工艺,在Master Cam软件中编制图3综合零件程序,并在Vericut仿真软件中对nc程序进行验证。 表3加工工艺 工步 内容 机床、刀具 1 粗铣深5轮廓,留余量0.5 立式加工中心,Φ10立铣刀 2 粗铣深8轮廓,留余量0.5 3 粗铣34×34轮廓,侧面留余量0.5 4 精铣深5轮廓 立式加工中心,Φ10立铣刀 5 精铣深8轮廓 6 铣34×34轮廓 7 钻4-Φ8定心孔 立式加工中心,90°定心钻 8 钻4-Φ8孔 立式加工中心,Φ8钻头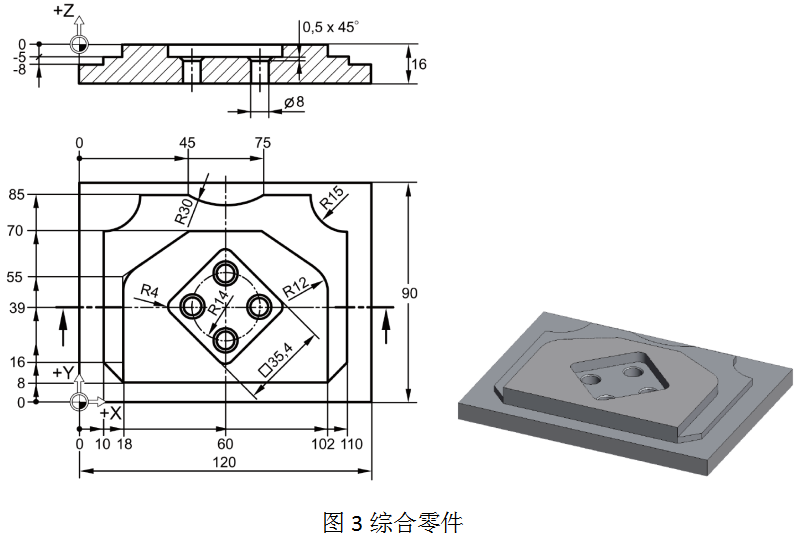


 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!




























