题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友fsterrytan
发布时间:2022-01-07
[主观题]
车削一批轴的外圆,其尺寸为[图](25[图]0.05)mm。已知此...
车削一批轴的外圆,其尺寸为mm。已知此...车削一批轴的外圆,其尺寸为(](http://static.jiandati.com/c779370-chaoxing2016-16691.jpeg) (25
(25mm。已知此...车削一批轴的外圆,其尺寸为(](http://static.jiandati.com/a010968-chaoxing2016-41970.jpeg) 0.05)mm。已知此工序的加工误差分布曲线是正态分布曲线,其标准差
0.05)mm。已知此工序的加工误差分布曲线是正态分布曲线,其标准差mm。已知此...车削一批轴的外圆,其尺寸为(](http://static.jiandati.com/6e86f58-chaoxing2016-1676.jpeg) =0.025,曲线的顶峰位置偏于公差带中值的左侧0.04.试求零件的合格品率和废品率,工艺过程经过怎样的调整可使废品率降低?
=0.025,曲线的顶峰位置偏于公差带中值的左侧0.04.试求零件的合格品率和废品率,工艺过程经过怎样的调整可使废品率降低?
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
 抱歉!暂无答案,正在努力更新中……
抱歉!暂无答案,正在努力更新中……

 (25
(25 0.05)mm。已知此工序的加工误差分布曲线是正态分布曲线,其标准差
0.05)mm。已知此工序的加工误差分布曲线是正态分布曲线,其标准差 =0.025,曲线的顶峰位置偏于公差带中值的左侧0.04。零件的废品率是_________,工艺过程经过怎样的调整可使废品率降低?
=0.025,曲线的顶峰位置偏于公差带中值的左侧0.04。零件的废品率是_________,工艺过程经过怎样的调整可使废品率降低? (25
(25 0.05)mm。已知此工序的加工误差分布曲线是正态分布曲线,其标准差
0.05)mm。已知此工序的加工误差分布曲线是正态分布曲线,其标准差 =0.025,曲线的顶峰位置偏于公差带中值的左侧0.04。零件的废品率是_________,工艺过程经过怎样的调整可使废品率降低?
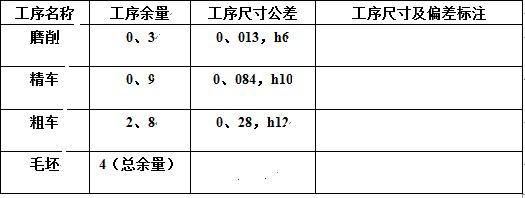
=0.025,曲线的顶峰位置偏于公差带中值的左侧0.04。零件的废品率是_________,工艺过程经过怎样的调整可使废品率降低? ,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
,表面粗糙度为0、8μm,其加工方案为粗车-精车-淬火-磨削。生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。