 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友Dume2021
发布时间:2022-04-05
[主观题]
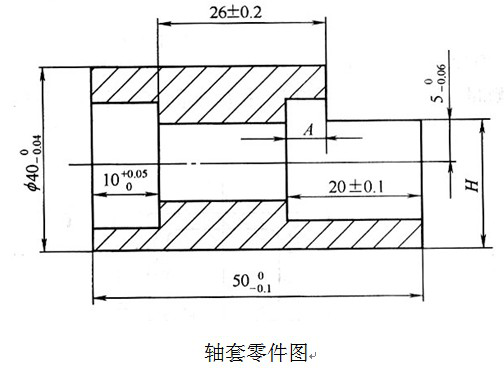
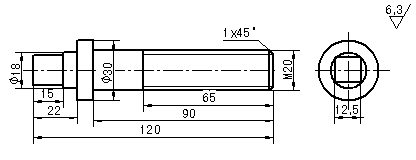
如图所示为轴套零件,在车床上已加工好外圆、内孔及各面,现需在铣床上铣出右端槽,并保证尺寸5-0.
06mm,及26±0.2,求试切调刀时的度量尺寸H、A及其上下偏差。
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
题目内容
(请给出正确答案)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
 更多“如图所示为轴套零件,在车床上已加工好外圆、内孔及各面,现需在铣床上铣出右端槽,并保证尺寸5-0.”相关的问题
更多“如图所示为轴套零件,在车床上已加工好外圆、内孔及各面,现需在铣床上铣出右端槽,并保证尺寸5-0.”相关的问题
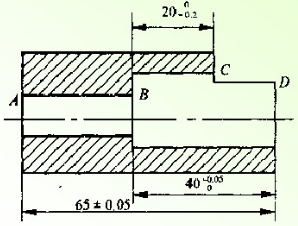
图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A定位铣出表面C,保证尺寸 mm,试计算铣此缺口时的工序尺寸。
mm,试计算铣此缺口时的工序尺寸。
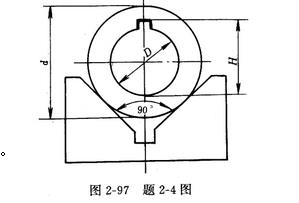
计算题:如图所示齿轮坯,内孔及外圆已加工合格

,现在插床上以调整法加工内键槽,要求保证尺寸
。试计算图示定位方法的定位误差(忽略外圆与内孔的同轴度误差)。
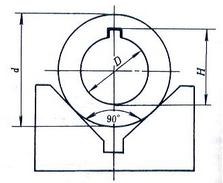
图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。

铣削加工一轴类零件的键槽时,如图所示,要求保证键槽深度为 ,其工艺过程为: ①车外圆至
,其工艺过程为: ①车外圆至 ;②铣键槽保证尺寸H;③热处理;④磨外圆至
;②铣键槽保证尺寸H;③热处理;④磨外圆至 ,考虑到磨外圆与车外圆的中心不重合,设同轴度误差 为0.04mm。试求铣键槽的工序尺寸H及其偏差。
,考虑到磨外圆与车外圆的中心不重合,设同轴度误差 为0.04mm。试求铣键槽的工序尺寸H及其偏差。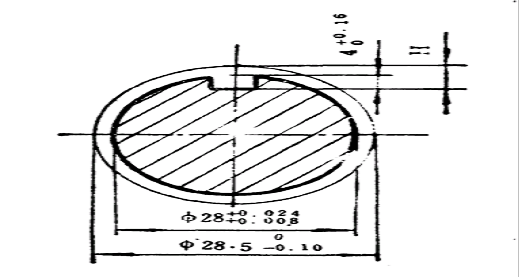
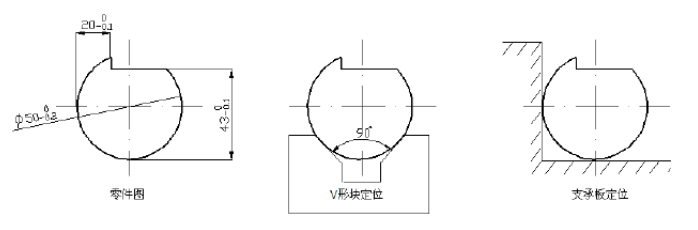
某批环形零件在铣床上采用调整法铣削一缺口,其尺寸见下面零件图,要求保证尺寸43°-0.1mm。现采用90°的V形块和支承板两种定位方案,试分别求它们的定位误差,并判断能否满足加工要求。(已知铣削加工的δ=0.05mm)

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!



























