题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友lixin080108
发布时间:2022-01-07
[判断题]
外圆粗车循环方式适合于加工棒料毛坯去除较大余量的切削()
 参考答案
参考答案
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
 网友提供的答案
网友提供的答案
共位网友提供了参考答案,
查看全部
- · 有6位网友选择 错,占比60%
- · 有4位网友选择 对,占比40%
题目内容
(请给出正确答案)
参考答案
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
网友提供的答案
 更多“外圆粗车循环方式适合于加工棒料毛坯去除较大余量的切削()”相关的问题
更多“外圆粗车循环方式适合于加工棒料毛坯去除较大余量的切削()”相关的问题
3. 用车削轴向复合循环G71和精加工循环G70加工如图所示的零件,原料为Φ100×170的棒料,工件原点建立在工件右端面的中心上。粗加工所用刀具为01刀,对应的刀具补偿号为01;精加工所用刀具为02刀,对应的刀具补偿号为02。试填写所缺程序段,并完成问题回答。 (1)填空 O0001; ┈1┈; 换01刀,调用其刀补,建立工件坐标系。 M3 S300; 主轴正转,转速;300转/分钟。 G99 G00 X100.0 Z10.0; G71 U┈2┈ R0.5; 每刀切深1mm[直径]。 G71 P080 Q120 U0.5 W0.5 F100 S200; 对a---d粗车加工,留精加工余量 N080 G00 X40.0; 精加工轨迹开始,定位到 X40 G01 Z-30.0 F0.1; a→b X60.0 W-30.0; b→c W-20.0; c→d ┈3┈ X100.0 W-10.0; d→e,精加工轨迹定义结束 G00 X220.0 Z50.0; 快速退刀到换刀位置 ┈4┈; 换02刀,调用其刀补,建立工件坐标系 X50.0 Z10.0 G70 P┈5┈ Q┈6┈; 对a---d精加工 G00 X220.0 Z50.0; 快速返回到安全位置 M05; 主轴停转 M30; 程序结束 (2)回答问题: 1) G71和G72车削复合循环在进行加工时,主要进给方向有什么区别?二者是不是只能用于外圆加工? 2) G71 、G72与G73车削复合循环分别适合车削什么类型的毛坯?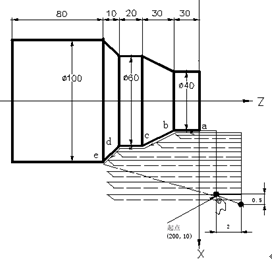
B.若刀具静止,主轴箱送进,则为车削外圆,而主轴箱静止,刀具径向送进即为车槽、成形或切断,当二者同时作复合运动时,可完成车圆锥或成形表面等工作。
C.机床的循环过程一般为主轴夹持棒料进行各种切削工作,然后切断。零件切断后。弹簧夹头松开,主轴箱退回。
D.棒料依靠送料架中重锤的力量支持在切断刀上。主轴箱退回至原始位置后,弹簧夹头夹紧,然后切断刀退回,再开始下一个循环。当一根棒料用完时,通过送料架上及床身后面两个并联保险开关的作用,使机床自动停车,并能保证最后一个零件的完整。
A. 粗车-半精车-精车
B. 粗车-半精车-粗磨-精磨
C. 粗车-半精车-精车-金刚石车
D. 粗车-半精车-精车-磨-研磨

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!