 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友anonymity
发布时间:2022-01-06
[主观题]
杠杆卡规不仅能判断加工部位尺寸合格与否,还能直接通过指针、刻度显示剩余的加工余量。()
杠杆卡规不仅能判断加工部位尺寸合格与否,还能直接通过指针、刻度显示剩余的加工余量。( )
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
题目内容
(请给出正确答案)
杠杆卡规不仅能判断加工部位尺寸合格与否,还能直接通过指针、刻度显示剩余的加工余量。( )
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
 更多“杠杆卡规不仅能判断加工部位尺寸合格与否,还能直接通过指针、刻度显示剩余的加工余量。()”相关的问题
更多“杠杆卡规不仅能判断加工部位尺寸合格与否,还能直接通过指针、刻度显示剩余的加工余量。()”相关的问题
A.在批量生产中,普通螺纹一般采用综合测量法,以提高检测速度
B.对于外螺纹,用光滑极限卡规控制加工前外螺纹大径的极限尺寸
C.螺纹环规用来检测已加工螺纹的加工质量。环规分为通端和止端两头,通端能顺利与工件螺纹旋合,止端不能旋合或不完全旋合的螺纹为不合格品
D.检测大径时,卡规两头分别为通端和止端,通端通过而止端不能通过的螺纹外径为合格尺寸
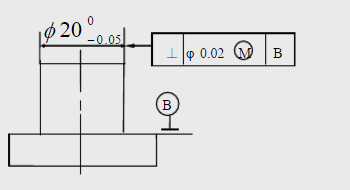
图2.8-1所示零件加工后,设被测圆柱的横截面形状正确,实际尺寸处处皆为φ19.97mm,轴线对基准平面的垂直度误差值为φ0.04mm。试述垂直度公差采用的公差原则,该零件的合格条件,并判断合格与否。
M20—6h螺纹中径基本尺寸d2=18.376mm,中径公差Td2=0.170mm。按该要求加工一螺纹,测得其单一中径d2s=18.288mm,螺距误差和牙侧角偏差的中径当量分别为0.032mm和0.036mm,试按泰勒原则判断中径的合格条件,计算其作用中径,并判断其中径合格与否。
M20—6h螺纹中径的基本尺寸d2为18.376mm,中径公差Td2为0.17mm。按该技术要求加工一个螺纹,测得其单一中径d2S为18.288mm,螺距累积误差和牙侧角偏差的中径当量分别为0.032mm和0.036mm。试按照泰勒原则判断该螺纹中径合格与否。

 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!



























