题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
提问人:网友zhaolister
发布时间:2022-01-06
[主观题]
编程题:
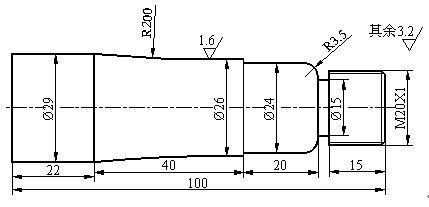
数控车床加工如图所示零件,按要求完成零件的加工程序编制。一号刀为外圆车刀,二号刀为螺纹刀。(不考虑刀尖圆弧半径补偿)
要求:
 简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
查看官方参考答案
题目内容
(请给出正确答案)
数控车床加工如图所示零件,按要求完成零件的加工程序编制。一号刀为外圆车刀,二号刀为螺纹刀。(不考虑刀尖圆弧半径补偿)
要求:
简答题官方参考答案
(由简答题聘请的专业题库老师提供的解答)
 更多“编程题:”相关的问题
更多“编程题:”相关的问题
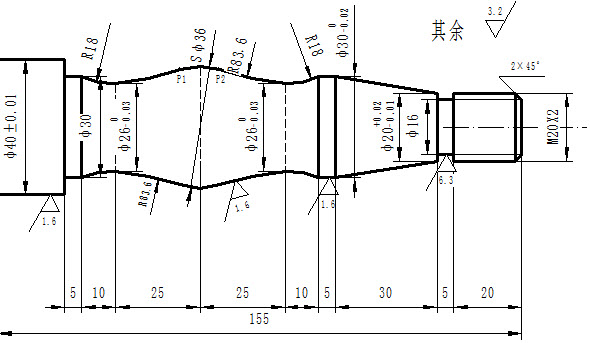
用数控车床加工如图所示零件,材料为45号钢调质处理,毛坯的直径为44mm,长度为180mm。按要求完成零件的加工程序编制。[注:工件坐标原点设在右端面时,P1点的坐标为:(17.055,-100.757)、P2点的坐标为:(17.055,-89.243)]。
(1)粗加工程序使用固定循环指令;
(2)对所选用的刀具规格、切削用量等作简要工艺说明;
(3)加工程序单要字迹工整。
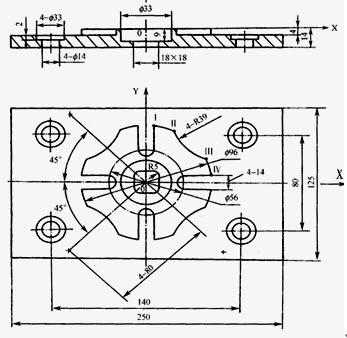
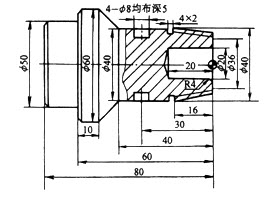
用数控车床加工如图所示零件,材料为45号钢调质处理,ø50外圆已经加工到尺寸。毛坯留出外圆和内孔的加工余量均为0.4mm(X向)和O.1mm(Z向)。钻头直径为8mm,螺纹加工用G92指令。X向加工4个90°均布孔,使用直径8mm的键槽铣刀加工。工件程序原点如图示。按要求完成零件的加工程序编制。
(1)加工程序使用固定循环指令;
(2)对所选用的刀具规格、切削用量等作简要工艺说明;
(3)加工程序单要字迹工整。
说明:X向4个90°均布ø8孔可以不进行加工,但将扣去2分。
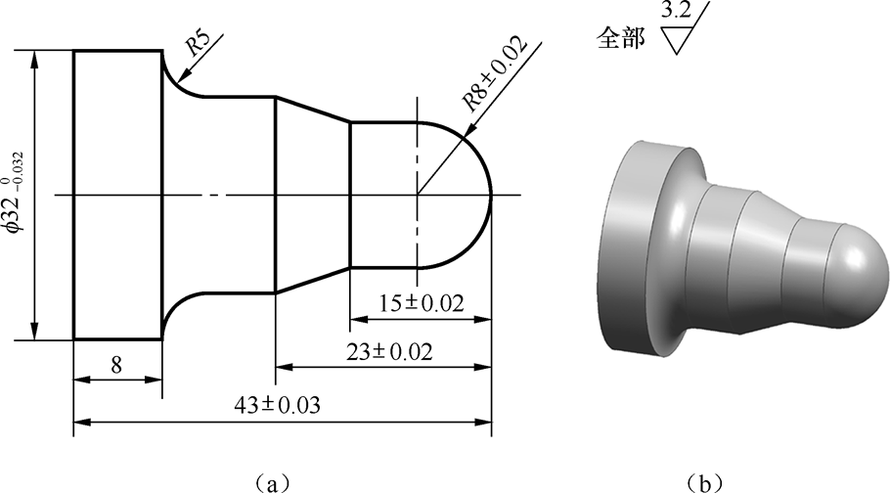
用前刀架数控车床加工如图所示零件,毛坯的直径Φ70。按下列要求完成零件外轮廓的精加工程序编制:(1)外圆车刀为1号刀,刀补号为1号;(2)编程原点在图中圆形黑白标记处;(3)采用刀尖圆弧半径补偿;(4)工件不需要车端面,也不需要切断;(5)在程序清单前指出换刀点、起始点、切入点、切出点的X、Z坐标。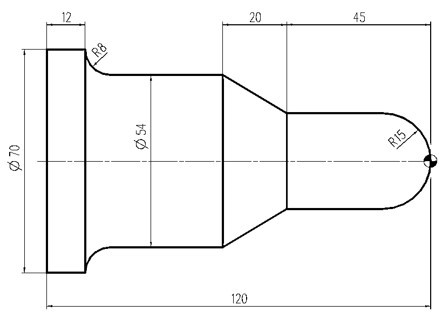
用CJK6140数控车床加工下列图示零件:刀具T0101:外圆机夹尖刀;棒T0202:标准螺纹刀:T0303。切断刀材料::聚氯乙烯塑料。毛坯尺寸:φ30×105,未注倒角1×45°。
序编制。
(1)要求使用3把刀完成零件的加工,其中1号刀为粗、精车90度外圆车刀,2号
刀为切断刀(刀宽为5mm),3号刀为三角螺纹车刀。
(2)请编写加工程序。


 警告:系统检测到您的账号存在安全风险
警告:系统检测到您的账号存在安全风险
为了保护您的账号安全,请在“简答题”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!